
Abstract
Pulp is a fibrous material made from plant fiber and processed by different processing methods. It is widely used in various fields such as paper making, chemical industry, building materials, household and daily use. Pulp also favored by artists in recent years, as a new art materials, in the two aspects of theory and form the recognition of academia, since artists use the waste paper and other fibrous materials that are relatively easy to get started when creating pulp works, the pulp art has great environmental and regeneration features from its birth. This paper mainly explores the usability experience of art design with waste paper and waste clothes after the fiber decomposition, through the experimental cases of paper clothes, paper lampshade and paper engraving.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others


Keywords
1 Introduction
Pulp is a fibrous material made from plant fiber and processed by different processing methods. It is widely used in various fields such as paper making, chemical industry, building materials, household and daily use. In recent years, pulp has also been favored by artists. In the 1970s, the pulp-plastic art activity initiated by American curator Taylor has been responded to by contemporary artists Rauschenberg and David Hockney. A batch of pulp paintings that produced the earliest influences created the first peak of modern pulp plastic art. In 1983, the “International Paper Conference” held in Kyoto, Japan, discussed the current status of the traditional hand-made paper industry, the exploration of pulp plastic art, and the traditions and innovations, art and technology. At the same time, sponsored by the American Art Foundation, the “New Ideas of Paper Art · America” exhibition was held, showing 60 pulp works of 20 avant-garde artists in the United States. As a new art creation material, pulp has gained recognition in both the theory and the form. From the use of original pulp materials to directly make art works, to the use of various processed paper and paper materials for artistic creation, which extends and expands the application field of pulp, and also brings infinite space for artistic creation. Since artists use the waste paper and other fibrous materials that are relatively easy to get started when creating pulp works, the pulp art has great environmental benefit features from its birth.
The art of pulp plastic in China started late. In the past ten years, some artists have used pulp directly for artistic creation. The experimental cases of this study are mainly aimed at paper cloth, paper lampshade and paper engraving. It explores the usability experience of creating works of art by fibrillating and decomposing waste paper and waste clothes.
2 Case of Paper Clothes
“Paper clothes”, as the name implies, are clothes made of paper materials. Early in the Wei Jin Southern and Northern dynasties period in China there are records about paper clothing supplies, such as paper shoes, paper clothes, paper hats, etc., mostly used for funeral supplies [1]. By the Song dynasty, the paper industry was gradually developed, the output of paper increased, and the price decreased accordingly. Paper garments with practical function began to prevail among monks and literati. Entering the modern era with the development of mechanized production and science and technology, various textile fabrics emerged in an endless stream, and paper garments gradually faded out of people’s horizons. Until the 1980s and 1990s, paper, as a new fashion material, reignited a boom in paper clothing production in the fashion industry. However, this craze is like a flash in the pan, and has not really made paper clothes enter the daily life of contemporary people. The experiment of this paper aims to explore the possibility of recycling paper and fiber materials in daily life to realize its regeneration.
In this experiment, the most easily found waste t-shirts, jeans and hemp rope are used to make paper cloth, among which the t-shirts were made of 100% cotton material. The experiment was carried out in the pulp art studio of South China University of Technology. Instruments and equipment used are beating machine, press machine, rinsing machine, electric cooking pot, pattern copying machine, and pattern drying machine.
2.1 Experiment of Making Paper Cloth
Fibrillation of Waste Clothes and Hemp Rope Fiber Materials.
First of all, the waste cloth should be cleaned with washing liquid to remove all stains as much as possible. Then, the pattern parts and buttons should be removed. These cleaned fabrics are then cut into blocks, in which the T-shirt is 1 cm square, the denim is 2 cm square, and the twine is 1 cm long. After soaking and cooking the shredded denim, hemp, cotton and denim fiber paper materials with baking soda powder respectively, and washing them in cold water after cooling, the fiber for paper copying can be obtained.
Papermaking for Paper Cloth.
The processed materials are separately placed in the beater, and the paddles are used for evacuation, until the fibers are dispersed into the slurry, and the pulverized pulp is filtered and dried with a sieve to obtain a pulp which can be used as a cloth paper. Prepare a sink suitable for papermaking. This experiment used a 80 cm by 100 cm size paper box and an 80 mesh screen. The water tank is poured into the water to two-thirds position, and an appropriate amount of pulp dispersant is added, and after uniformly stirring, it becomes a paper-making slurry. Insert the paper frame into the water tank, lift it up and shake the paper frame hard for a moment, which can shake out the excess water and pulp, at the same time make the fibers interweave with each other. After the water is filtered out of the screen frame, it can be inverted on the operating table covered with cotton cloth for water absorption treatment. After completely drying, the paper that can make paper clothes can be obtained, as shown in Fig. 1.

Pulp and paper made by mixing waste cloth and hemp.
Waterproof and Reinforced Treatment of Cloth Paper.
The paper used as a paper garment should be processed to increase the softness and adhesion of the paper, but also with a certain degree of toughness and water resistance. In this experiment, we used konjac paste as a waterproof material, and the round stick was used as a rolling tool. The konjac solution with a concentration of 2% was evenly coated on the paper. After drying, the paper was rolled up with a stick, according to the longitudinal direction of the paper. The horizontal, frontal, and reverse sides are repeatedly smashed and pressed, and this process needs to be repeated several times until the desired flexibility is achieved.
2.2 Performance Test of Cloth Paper
The paper prepared in this experiment was cut into three pieces with a width of 1.5 cm and a piece with a width of 6.3 cm. Carry out weighing, tear resistance test, breaking test and tensile test successively. The parameters in the table below can be obtained after completing these tests, as shown in Table 1.
-
Tear resistance test: 30% cotton + 30% denim + 40% hemp - denim - 50% cotton + 50% denim - cotton - plain paper - 95% paper + 5% white latex
-
Burst resistance test: 30% cotton + 30% denim + 40% hemp - denim - 50% cotton + 50% denim - plain paper - 95% paper + 5% white latex - cotton
-
Tensile strength: denim -30% cotton + 30% denim + 40% hemp - plain paper - cotton - 50% cotton + 50% denim - 95% paper + 5% white latex
2.3 Creative Design of Paper Clothes
The experimental results show that the paper can be made into the paper clothes, although the paper has a certain degree of softness after continuous processing, the paper material is significantly different from the general fiber cloth. It can’t be combined with the human body like a normal cloth to reflect the curve of the body. Therefore, in the design, the garment shape can be formed in a straight line, or the form of the multi-layer stitching is more suitable for the forming of the paper garment. Since the cloth of the paper material has no difference in the warp and weft, the cutting is relatively free without considering the direction.
3 Case of Light Transmission of Handmade Paper
The paper that was born as a writing carrier not only opened the process of human civilization history, but also penetrated into people’s daily life [2]. The transparency of paper was well known in ancient times, and it is widely used in the door windproof and lamp lighting. The Kongming Lantern reflects the wisdom of the Chinese people in the military [3]. The paper has an inseparable relationship with light. Modern interior lighting often uses the soft effect of paper on the light source to create an indoor atmosphere. The experiment to be introduced below is the experimental analysis on the light transmittance of hand-made paper based on the daily recycled paper fiber materials, and then discusses the feasibility of lamp shade design with this kind of hand-made paper.
3.1 Recycling Waste Paper Fibers for the Production of Handmade Paper
A variety of fiber materials were selected for testing to explore the comparative study of light presentation of different materials. The materials are: printing paper, newspaper, rice paper, raw paper, denim, hemp rope, cotton T-shirt, etc. The experimental steps are the same as 1.1 and 1.2 above, and finally the paper to be tested - denim fiber paper, hemp rope fiber paper, blue cotton fiber paper, as shown in Fig. 2.

Paper making process – take the treatment of hemp rope as an example. (Color figure online)
3.2 Color Temperature Test of Light Source Through Paper
The test of the color temperature of the light source through the paper was carried out at the State Key Laboratory of Luminescent Materials and Devices of the School of Materials Science, South China University of Technology. The experimental equipment used was: Ocean Optical Fiber Spectrometer (USB2000+, Ocean Optics); white light source (color temperature 5600 K, blue light with wavelength of 450 nm and yellow light with wavelength of 560 nm). The experimental steps are shown below.
Lighting Adjustment.
White light source spectrum, color temperature measurement, the fiber optic probe of the fiber optic spectrometer is directly opposite the white light source, collect data and read the color temperature data.
Equipment Construction.
The white light source is wrapped in foil paper, and a hole of 3 mm in diameter is reserved for measuring the spectrum and color temperature of the white light after passing through the sample.
Spectral and Color Temperature Measurements of White Light Passing through the Paper.
The samples were placed between the optical fiber probe and the light source hole. Data of 5 different positions were measured for each sample successively and recorded.
Data Processing.
Origin was used to normalize the spectral data.
Experimental Results.
The color temperature of the white light source used in the experiment was 5600 K. After the white light passed through the rice paper, the yellow light component in the spectrum increased and the color temperature decreased. With the increase of rice paper thickness, the color temperature becomes lower. For rice paper samples with a weight of 2 g, the color temperature decreases from 5600 K to 5212 K after the white light passes through. When the weight increases to 5 g, the color temperature decreases to 4500 K.
For newspapers and hemp paper, white light through the color temperature are reduced. In terms of spectrum, due to the absorption of different degrees of blue light components, the color temperature decreases, and the standard white light turns into warm white light. For newspapers and hemp paper of 2 g weight, the color temperature decreased from 5600 K to 3900 K and 4300 K, respectively. With the increase of paper thickness, blue light absorption enhancement, color temperature low to about 2500 K.
Standard white light through the denim paper, mainly blue. The color temperature is above 10000 K. The long - wave yellow light in the spectrum is absorbed and its intensity is reduced. Because the blue paper is blue, white light only leaves short-wave blue light after passing through, and the color coordinates (0.23, 0.2).
Paper, rice paper, newspaper and hemp paper of the same quality absorb blue light more strongly, the color temperature decreases, and the standard white light becomes warm white light. For denim paper and blue cloth paper, due to its strong absorption of long-wave yellow light, color temperature rise, and yellow light is most of the absorption. The test results are shown in Figs. 3 and 4.

Paper test result. (Color figure online)

Paper making material test result. (Color figure online)
Data Processing.
Origin was used to normalize the spectral data.
3.3 Case Conclusion
Made of the same raw material, the paper prepared by different weight samples increases in thickness as the weight increases, and the light absorption at a specific wavelength is enhanced, and the color temperature change is more obvious. Paper of the same weight, due to the nature of the material, has different absorption characteristics for light. Rice paper, hemp paper and newspapers absorb blue light more strongly, and the color temperature decreases after white light is transmitted. The blue denim paper and blue cloth paper itself appear blue, and the long-wave light absorption is strong, and the color temperature rises after white light is transmitted.
The color temperature can adjust the space atmosphere, the high color temperature light gives a bright and refreshing feeling, while the low color temperature light gives a warm and relaxed feeling. In addition, the cooperation between the color temperature and the basic color tone of the environment is also considered [3]. For example, low color temperature light can enhance the warmth of the space in the warm color space. Therefore, taking several materials in the experiment as an example, using a rice paper, newspaper or hemp paper to make a lampshade, the light color is warmer, which can enhance the warmth of the space. The lampshade made of denim paper and blue cloth paper has a colder color after light transmission, which can create a fresh and calm feeling. A good coordination in space allows the material to fully exploit its own characteristics and aesthetics.
3.4 Creative Design of Pulp Lampshade
Through experiments, the characteristics of the above materials are implemented to make a pulp lampshade, and the production method is as follows:
-
1.
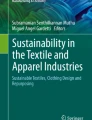
Use the balloon mould method, that is, blow the balloon up, hang or frame it up, then put the semi-dry paper paste on the surface of the balloon, at the same time paste the edge with a sponge to ensure that the surface of the lampshade is flat. The surface is brushed with a layer of water paste to make it firm;
-
2.
While the surface is still wet, pour some denim paper pulp on the pasted paper layer to enrich the surface effect;
-
3.
With the balloon perimeter length of the rope dipped in some yellow and pink pulp, from all angles wrapped in the paper layer, and then paste a layer of rice paper and cloth pulp mixed pulp, reinforce the lamp shade and play a color gradient effect; and
-
4.
After the balloon is punctured after drying, a hand-made lampshade can be obtained, as shown in the colorful effect of the lampshade on the yellow light bulb, as shown in Fig. 5.
Fig. 5. 
A process example of making a pulp lampshade. (Color figure online)

4 From Pulp to Paper Carving Works
The two-dimensional form of paper-carving art is commonly known as “paper-cutting”. The prototype of paper-cutting can be traced back to the Xihan Dynasty when paper was born. The earliest type of paper-cutting was the human-shaped paper used for funeral. With the development of paper production technology, the paper output increased. The variety of paper products has become more and more abundant. The paper-cutting art in the Tang and Song Dynasties has entered a period of great development. Paper-cut window blossoms and paper-leaked plates have become popular decorative forms, reaching the peak stage in the Ming and Qing Dynasties. It took a long time for papermaking technology to spread to the west. Papermaking appeared in Europe before the Renaissance. Therefore, the use of paper in the West for the development of modeling was late, but once it appeared, it developed rapidly [4]. After the French Revolution, handicrafts made of origami and paper-cuts began to flourish in European villages. Then Poland and the United Kingdom began to popularize the three-dimensional shape of the paper. The complexity and superb skill of the modeling skills reached a very high standard. At the beginning of the 20th century, the use of paper for the shaping of geometric shapes was carried out at Bauhaus College in Germany [5]. With the rise of the modern Western industrial revolution, machine papermaking technology has replaced traditional manual papermaking. The publishing and printing industry has developed rapidly in the West. The 3D and semi-3D paper art works carved with paper have begun to be used in book binding and window display, etc. to carry on the popularization and application, and penetrate into people’s daily life, forming a unique artistic expression.
The main purpose of this experiment is to test the strength of paper by adjusting the formula of pulp raw materials from the self-made paper, and to design paper engraving on the paper with suitable strength. In order to get the experimental results more quickly, the experimental paper is made by Rapid-Koethen paper sheet former, which is used to produce handwritten paper sheets for testing physical properties. The finished paper can be made from raw materials in a short time, which is convenient for timely testing the performance of the paper.
4.1 Papermaking Experiment
Experimental Materials.
Several kinds of pulp materials were selected - nanocellulose (ultrafine fiber with diameter less than 1000 nm), eucalyptus (hardwood pulp fiber, fiber generally about 1 mm in length, lignin content generally between 20–24%), larch (original coniferous wood pulp fiber), silver star (bleached softwood fiber, fiber generally between 2.56–4.08 mm, high lignin content, between 25–35%). The papermaking test was carried out by chemical instruments, and the experiment was carried out at the State Key Laboratory of Pulp and Paper Engineering of South China University of Technology.
Experimental Instruments.
BSA623S-CW electronic precision balance scale, RK3AKWT Rapid-Koethen paper sheet former, and LW slurry fluffer.
Paper Production.
The materials were pretreated, and four different materials were placed in a dry place for several hours. When the materials reached a relatively balanced drying degree, different slurry of the same weight was placed in the cup. Soak the slurry in a mixing cup for several hours to allow the slurry to spread out. The slurry fluffer is used for beating, mainly to disperse the dispersing fiber and produce moderate fibrillation. The beating time and the speed cycle selection are different depending on the raw materials. Therefore, it is necessary to observe the fiber length and observe the change of fiber length. From pulp board to decomposition into fibrous slurry, sometimes the selected beating speed cycle should be 30,000 to 50,000 rpm.
The slurry is poured into a container of a fully automatic Rapid-Koethen paper sheet former, and the papermaking machine automatically performs steps of water injection, bubbling separation slurry, gravity pumping, and water filtration. The pulp is made into a circular shape with a diameter of about 20 cm and cut off from the filter screen by using absorbent paper or cloth. It is placed on the Rapid-Koethen paper sheet former integrated with automatic Rapid-Koethen papermaking machine to dry, and the drying time depends on the situation. In this experiment, 10–20 min is selected.
The entire process of papermaking is accomplished by removing the completely dry paper. Taking all the above steps as an example, papermaking is performed on different materials. Figure 6 shows the papermaking process and the completion effect.

The papermaking process.
4.2 Paper Performance Test and Comparison
The finished paper was tested for performance test, and the main test was the tear resistance and burst resistance index. Paper tear and burst strength are important technical indicators for evaluating paper shear resistance and compression resistance.
Paper Tear Resistance Measurement.
The machine used is a tear resistance tester. The force required to tear the pre-cut paper to a certain length is mN.
Experimental principle: raise the pendulum to a certain height so that it has a certain potential energy. When the pendulum is swinging freely, it will tear the sample with its stored energy, and the energy consumed when tearing the sample will be calculated by the computer control system, so as to obtain the force required for tearing the sample.
Experimental steps: cut the paper into the same 3–4 strip shapes, place them on the instrument, make the pendulum swing freely after pre-cutting, record the force used to tear the paper calculated by the instrument, and take the average value of 3–4 data.
Test Method for Paper Bursting Resistance.
The machine used is a burst tester. Burst resistance refers to the maximum uniformly increased pressure that paper or board can bear per unit area, in kPa.
Experimental principle: The basic principle of the burst strength test is to place the sample on the film, clamp the sample, and then apply pressure evenly to make the sample bulge under the top pressure of the film until the sample breaks. At this time, the instrument displays the maximum value of the hydraulic pressure as the sample resistance value.
Experimental procedure: Take the paper sample and place it on the film, apply pressure until the paper breaks. Place the position 3–4 points and take the average of 3–4 pressure data.
4.3 Laser Engraving of Paper
On the basis of the experiment and the consideration of paper properties, the author selected broad-leaved wood fiber materials and original needle wood fiber materials as raw materials to make paper, and tried to produce a variety of paper carving works. There are many kinds of paper carving methods, including carving. Knives, scissors, etc., the author uses the method of laser engraving.
2D and Semi-3D Paper Carving Effect Production.
First, draw the pattern on the computer with the 2D software ADOBE ILLUSTRATOR and then transfer it to the line drawing in CAD format, and use the laser engraving machine to engrave the paper. The point to note is that you need to close off the lines where the cutting is needed. In order to make the paper embossed better, you need to add several layers with different patterns.
3D Paper Carving Effect Production Process.
Still use the software to draw the pattern on the computer, and then use the laser engraving machine to engrave the paper. The 3D paper carving should pay attention to the fact that the gap between the structure and the structure should not be too large, and the joint between the surface and the surface needs to be aligned.
3D Paper Carving Lamp Production Process.
First, use the software to draw the pattern on the computer, and then use the laser engraving machine to engrave the paper. The forming principle of the 3D paper carving lamp is that multiple patterns of different plane sizes are arranged before and after, and form a visual 3D effect. When drawing graphics, you need to consider the position of the front and rear graphics to avoid important patterns being covered. Since the paper needs to be buckled at a later stage, the position of the buckle should be considered when drawing the pattern.
4.4 Experimental Results and Discussion
As shown in Fig. 7, for the same kind of paper, with the quantitative increase of materials, the thickness of the paper will increase, tear resistance and burst resistance will also increase, and the transmittance will also become weaker; And the same weight of paper, due to the different properties of the material itself, its tear resistance and burst resistance is also different, its thickness and light transmission is not the same; The paper thickness of broad-leaved wood pulp, original needle wood pulp and bleached needle wood pulp prepared under the same weight is relatively thick, and the value difference is not large, while the paper thickness of nanocellulose is relatively thin.

Comparison of paper thickness (mm) under quantitative conditions of 5 g and 10 g respectively.
As shown in Figs. 8 and 9, the nanofibers have the lowest tear resistance and burst resistance and the thinnest thickness at 5 g. The tear resistance of broad-leaved wood pulp is lower than that of needle wood pulp, but the bursting resistance is not much different from that of needle wood pulp. The tear resistance of needle wood pulp is higher than that of broad-leaved wood pulp and nanofiber. Under the quantitative measurement of 10 g, the nanofiber has the lowest tear resistance and the lowest bursting resistance, and the thinnest thickness. The tear resistance and bursting resistance of the broad-leaved wood pulp are higher than that of the nanofiber, but lower than that of the needle wood pulp. The thickness of broad-leaved wood pulp and needle wood pulp is not much different in thickness. The tear resistance and bursting resistance of needle wood pulp are the highest among several materials, and the tear resistance of original needle wood pulp and bleached needle wood pulp is much different, but the bursting resistance and thickness is similar.

Paper performance test of each material under the quantitative condition of 5 g.

Paper performance test of each material under the quantitative condition of 10 g.
Combining several performance comparisons, we also comprehensively consider the effects of the products that need to be produced. The production of 2D and semi-3D laser engraving works does not require paper with too strong strength, and only needs to meet the conditions that can be engraved by the laser engraving machine. Broad-leaved wood pulp and needle wood pulp are selected with a quantitative value of about 5 g, which is most suitable for making planar and semi-3D laser engraving works. Hand-made collage paper carving products will do harm to the paper in the later stage, so it is necessary to choose paper with better performance. The quantitative selection of needle wood pulp is about 10 g, which is the most suitable for the production of 3D collage paper carving products. However, the tearing and bursting resistance of nanofiber materials are generally low, and they were burned by sparks in the later laser engraving experiment, so they are not suitable as raw materials for laser engraving experiment.
Figure 10 shows the preparation of computer graphics in the early stage of 2D and semi-3D paper carving, the laser engraving process and the final rendering effect. The selected material is broad-leaved wood fiber (the raw material is selected to be 10 g). Since the 2D and semi-3D paper carvings on the paper requirements are not high, the material selected here does not need to be too high tear resistance and bursting resistance, but it is necessary to avoid paper materials which are thin and easy to be burned by sparks.

2D and semi-3D paper carving effect.
Figure 11 shows the preparation of the computer drawing in the early stage of the 3D paper carving, the laser engraving process and the final rendering effect. The 3D paper carving will cause more or less damage to the material during the cutting and post-hand stitching process, so the 3D effect paper carving requires a material with high strength and hardness. The materials used here are broad-leaved wood fibers with high tear resistance and bursting resistance (the raw material is selected to be 20 g).

3D paper carving effect.
Figure 12 is the computer drawing preparation in the early stage of making the 3D paper carving lamp effect and the presentation of the 3D paper carving works manually collaged after laser carving. Here, due to the need for good light transmission effect, there is no need to choose materials that are too thick or too hard. The strength and toughness of the original needle wood fiber are strong, and when the raw material is 2 g, the thickness of the paper will not be too thick to block the light. Therefore, the author chooses to use the original needle wood fiber (the raw material is 2 g).

3D paper carving light effect.
5 Conclusion
Through the above experiments, it can be seen that the waste cotton and linen fiber materials and waste paper in daily life have been recycled and processed, and then processed into paper pulp by hand processing, thereby conducting experiment and exploration of art design. The aim is to explore more possibilities for the recycling of pulp materials, especially for used paper. Waste paper materials such as newspapers, magazines, cartons, used cotton and linen materials, can be reused by recycling and hand-pulping paper, and then use a variety of processing forms, so that it becomes the creative materials of designers and artists. There are more ways to choose the production process, and there are more effects in the art expression technique, so that the waste paper fiber can return to people’s daily life with a new look, and truly realizes the concept of green and sustainable design.
References
Liu, R.: Chinese Ancient Paper Spectrum, p. 260. Intellectual Property Publishing House (2009)
Zhang, K.: I am with printmaking and pulp molding art. Chinese Arts (2009)
Mende, K.: Paper optics. Sun and paper, Japan Pingfan Publishing, Japan (1982)
Zhang, K.: Preliminary Study on the Art of Pulp. Fine art research (2014)
Okura, Y.: Paper Sculpture in Basic Design (II): on the Bending, p. 3, 10. Oita Prefectural College Art and Culture (1973)
Acknowledgements
This research is supported by Guangzhou 13th Five-Year Plan for the Development of Philosophy and Social Science “2016 annual planning project funding 2016GZGJ29”, and Guangdong Provincial Department of Education Research Project - Featured Innovation Project (educational research) “Research on pulp plastic art education” 2016GXJK006.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2019 Springer Nature Switzerland AG
About this paper

Cite this paper
Wang, Y., Zhou, X., Li, Z., Zhu, F. (2019). Usability Experiment of Waste Materials in Pulp Design. In: Marcus, A., Wang, W. (eds) Design, User Experience, and Usability. Application Domains. HCII 2019. Lecture Notes in Computer Science(), vol 11585. Springer, Cham. https://doi.org/10.1007/978-3-030-23538-3_9
Download citation
DOI: https://doi.org/10.1007/978-3-030-23538-3_9
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-23537-6
Online ISBN: 978-3-030-23538-3
eBook Packages: Computer ScienceComputer Science (R0)