
Abstract
Spray up fabrication has been used for forming composite structures since ancient times as it can be performed as long as the mold, skills, and materials are available. Hence highly specialized control technique and the tradition of skill are required to ensure the consistent stability of product quality. In this study, the authors thus conducted a motion analysis experiment using spray-up fabrication experts as subjects. The experiment, seemingly a new and only attempt in Japan, quantified techniques that are not visibly apparent and considered to be tacit knowledge. The dimension stability of samples was measured, and their relationships with the motions of experts were also evaluated. It was also suggested that highly specialized control techniques, the appropriate training of non-experts, and technical tradition are possible.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
In Spray up fabrication work, the characteristics of the composite material will be usually the same regardless of which forming method is used as long as the reinforced substrate, reinforcement morphology, matrix resin, and volume content of reinforcing material are the same. Composite materials, particularly fiber reinforced plastics (FRP) made of fibers and resins, are basically formed by impregnating fibers with resin, i.e., replacing the air contained in fibers with resin. Consequently, the impregnation method is expected to contribute to changes in the properties of the interface formed. To review the effects of different spray up technique on the mechanical properties of the composite structure, an experiment was conducted to analyze the process of work and investigate the relationships with mechanical strength and dimension stability of the structures built in craftsmen (experts and non-experts) specializing in making bathtubs using the spray up technique, who were asked to create FRP structures.
2 Methodology
2.1 Subject Persons
In this study, two people were tested: an expert spray up craftsman (male, 42 years old, 19-year work career) and a non-expert (male, 37 years old, 1-year work career). The biological data of the subjects is shown in Table 1. Both subjects were right handed, and didn’t have physical handicaps or a disease that restricted their work. The purpose and method of this study were explained in advance to the subjects. Their consent to participate was obtained.
2.2 Measurement Techniques
Motion analysis and eye movement measuring were done from start to finish for the entire work process. The experiment was performed under the same circumstances as their usual workplace so that the subjects could work as normal. Moreover, instructions—except restrictions for measurement—were omitted so that the subjects could work at their own pace. In addition, three-dimensional motion and eye movements were measured separately.
2.3 Analysis Objective
The object of the analysis was to evaluate the work done for fabricated composites using the spray up method. The size of the mold was 1820 mm high and 910 mm wide. A blue rectangle (1250 mm × 800 mm) was drawn on the 1 square meter spray region. In addition, in this experiment, it was presupposed that the process of degassing (pressing down with a roller after completely spraying on the resin and the roving) would not be done. Since the surface smoothness and thickness distribution vary greatly through control of a roller, in this research only spray up skills were evaluated (Fig. 1).

Mold used in this study (1820 mm high, 910 mm wide)
2.4 Spray up Method
The spray up machine that was used was made in Japan. The quantities and conditions of the spray up method were:
Amount of resin sprayed on : 2044 [g/min].
Amount of glass fiber sprayed on : 1080 [g/min].
Spread angle of resin : 200 mm / 500 mm.
Here, the glass fiber was in a continuation filament cut into 4 or 25 mm strands, and then sprayed on. As a base material, glass roving was used, as well as isophthalic unsaturated polyester resin.
2.5 Three-Dimensional Motion Measurement
Three-dimensional motion measurement was performed using an optical real-time motion capturing system, the MAC 3D System (manufactured by Motion Analysis Corporation). Before measurements were taken, in order to acquire the three-dimensional coordinates of markers, an L-shaped frame (with infrared markers attached) was shot and the calibration of the shooting range was performed using a T-shaped wand (with two infrared markers attached). A total of 19 infrared reflective markers were attached to the subjects’ bodies. Similarly, three markers were attached to the tool. The position of each marker was captured with six cameras (manufactured by Motion Analysis Corporation), and the three-dimensional position data of all the markers was synchronously downloaded to a PC (sampling rate: 120 Hz). Moreover, the data from one digital video camera was also simultaneously synchronized. Here, the x axis was defined as perpendicular to the spray direction. The y axis was defined as the spray direction and the z axis was defined as the height. For data processing, the coordinate data from the 19 markers attached to each joint was obtained using EvaRT Ver. 5.0.4 software (manufactured by Motion Analysis Corporation).
2.6 Eye Movement Measurement
Eye movement measurement was performed using TalkEyeII (manufactured by Takei Scientific Instruments Co., Ltd.) for analyzing eye movement. A goggle-like apparatus was worn by the subjects. The subjects’ point of view was captured with the camera from the center of both eyes, and two cameras detected the point of view. The sampling rate was 30 Hz. Moreover, a digital video camera was used to record the motion of objects. Cameras were arranged so that the motion could be captured clearly.
2.7 Dimensional Stability
To compare the dimensional stability of the expert and non-expert, the surface coarseness of the plane of the acquired molded product was measured. A micrometer was used for measuring thickness. All samples (1250 mm × 800 mm) obtained in the experiment were cut and divided into 16 sections. Moreover, the thickness of the cross section of each area was measured every 10 mm. About 1,110 data points were obtained per subject.
3 Results and Considerations
3.1 Dimensional Stability
The dimensional stability (thickness distribution) of the expert and non-expert are shown in Fig. 2. The classification by color in the figure is every 1.0 mm.

Comparison of thickness distribution (left: expert, right: non-expert)
The expert’s average thickness was 3.52 mm and the coefficient of variation (CV) value was 11.4 %. On the other hand, the average thickness for the non-expert was 2.47 mm and the CV value was 16.2 %. As the theoretical thickness of this study was 3.50 mm, the non-expert’s thickness distribution was thin and the CV value was also large. The CV value of the horizontal cross-sectional thickness for the non-expert was especially high. This thickness came from overlapping strokes or an inconsistent speed. Moreover, the ends of the horizontal sections were extremely thin.
The thickness distribution of the superior extremity and the lower end shows that the expert had precise thickness control. Therefore, the expert’s loss of spray also decreased. In addition, to refine the spray up method, there needs to be a consistent coefficient of variation of less than 10 %. Improving the spray up technology would substantially contribute to dimensional stability and reduced waste.
3.2 Process Analysis
First, each motion under work was defined, and could be divide into two motions: first the “stroke” and second the “process.” The “stroke” was defined as the reciprocating movement of the spray in the height direction of the mold and the “process” was defined as the movement one way in the horizontal direction of the mold by repetitive “strokes” (Fig. 3).

Definition of “stroke” and “process”
Both the expert and non-expert started spraying from the upper left. For both, the number of times of the “process” was three times.
-
Process 1: From the left to the right.
-
Process 2: From the right to the left.
-
Process 3: From the left to the right.
The number of “strokes” in each process is compared (Table 2).
In process 1 and 2, the expert took seven strokes. On the other hand, the non-expert took five and six strokes. In process 3, the expert took six strokes, and the non-expert took nine. The number of strokes made by the non-expert in each process varied although the number of strokes made by the expert was consistent.
Next, the mean work time of the stroke in each process was compared (Fig. 4). The mean work time of the expert and non-expert shortened with the increase in process. The expert’s mean work time was short by 19.5 %. On the other hand, the non-expert was short by no less than 31.5 %. That is, the spray per stroke gradually became faster.

The mean work time per stroke for each process
3.3 Motion Analysis
The operations at the time of the spraying by the expert and non-expert were compared. Attention was paid to the motion of the lower half of the body. The difference in motion was especially noted. Here, the x axis is defined as the direction perpendicular to the spray. The y axis is defined as the spray direction. And the z axis is defined as the height direction (Fig. 5).

Motion analysis
First, the change in the position of the knees in the y-z coordinates is shown in Fig. 6.

Motion analysis (left : Expert, Right :Non-expert)
This figure shows the displacement of the knees from start to finish. The expert was moving his right knee smoothly. The non-expert showed no such movement during the spray-up
Next, the angle variations between the knee, greater trochanter and shoulder (right side) are shown in Fig. 7.

Angle between the knee, greater trochanter and shoulder (right side)
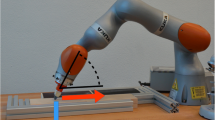
The expert had a wide angle variation (wide arc) and it turns out that this is the stable angle variation. Moreover, it is clear that the expert is further “crooked” by about 20 degrees, and it turns out that the “crookedness expansion movement” for each stroke by the expert was performed smoothly. That is, the expert is performing the “crookedness expansion movement” efficiently while on tiptoes. An image of an angle variation is shown in Fig. 8.

Image of angle variation
The difference in the angle variation can be clearly seen from this figure. Moreover, the motion of the non-expert placed a burden on the body, preventing a smooth motion.
Next, the change in the position in the x-z coordinates for the top of the spray-gun (Fig. 9).

Trace of spray-gun
Here, maintaining constant distance from the mold was thought to be a basic part of producing FRP with consistent thickness. On the other hand, as a result of motion analysis, we found that the non-expert followed the basic rules in all processes, while the expert went against this guideline. The expert visually checked the thickness and areas of the spray on the mold and adjusted his distance accordingly. A uniform thickness distribution is only possible by adjusting the distance from the mold in real time. The non-expert, on the other hand, paid too much attention to keeping his distance from the mold constant, and missed his mark. The trace and thickness of his resulting product were not consistent. Also, the amount of discharged resin from spray-gun varies significantly depending on temperature, humidity and production lot and so on. The expert was able to adjust to these tiny changes and precisely change his technique. This is what we consider expert spray-up technique (Fig. 10).

Comparison of the change in the position in the y-z coordinates for the top of the spray-gun (left: expert, right: non-expert).
3.4 Eye Movement Analysis
A comparison of the points of view of the expert and non-expert is shown in Fig. 11. The expert’s point of view was stable and the path of the point of view matches the path of the stroke. On the other hand, it is clear that the non-expert’s eye movement is not smooth.

Comparison of points of view (left: expert, right: non-expert)
4 Conclusions
Analysis of the spray up method revealed the following:
-
1.
The expert smoothly bent and extended his body with each stroke.
-
2.
The “bend and extend movement” was more efficient because the operator was standing on his tiptoes, allowing greater reach and flexibility.
-
3.
The expert always observed the thickness of resin on the mold. He produced a uniform thickness distribution by adjusting the distance between the gun and mold in real time.
-
4.
The expert’s point of regard was stable, and the path of the point of regard matched the path of the stroke.
-
5.
Moreover, the expert’s motion data could be fed to a spray up robot, resulting in minimal errors during fabrication of composite.
References
Kikuchi, T., Koyanagi, T., Hamada, H., Nakai, A., Takai, Y., Goto, A., Fujii, Y., Narita, C., Endo, A., Koshino, T.: Biomechanics investigation of skillful technician in hand lay up fabrication method. In: ASME 2012 International Mechanical Engineering Congress & Exposition, Houston, Texas, USA, IMECE2012-86270, pp. 288 (2012)
Karimi, A., Manteufel, R.: Understanding why engineering students take too long to garaduate. In: ASME 2013 International Mechanical Engineering Congress & Exposition, San Diego, California, USA, IMECE2013-65367 (2013)
Miller, A., Samples, J.: Building a community – how to enrich an engineering technology program whith identity, presence and pride. In: ASME 2013 International Mechanical Engineering Congress & Exposition, San Diego, California, USA, IMECE2013-65034 (2013)
Kobus, C.J.: Storytelling – a most powerful tool in shaping lesson plans in engineering education. In: ASME 2013 International Mechanical Engineering Congress & Exposition, San Diego, California, USA, IMECE2013-65604 (2013)
Zhang, Z., Yang, Y., Hamada, H.: Mechanical property of glass mat composite with open hole. In: ASME 2012 International Mechanical Engineering Congress & Exposition, Houston, Texas, USA, IMECE2012-87270, pp. 79 (2012)
Shirato, M., Kume, M., Ohnishi, A., Nakai, A., Sato, H., Maki, M., Yoshida, T.: Analysis of daubing motion in the clay wall craftsman: Influence on several kinds of clay with different fermentation period on the daubing motion properties. In: Symposium on Sports Engineering: Symposium on Human Dynamics 2007, Japan, pp. 254–257 (2007)
Kikuchi, T., Fudauchi, A., Koshino, T., Narita, C., Endo, A., Hamada, H.: Mechanical property of CFRP by carbon spray up method. In: ASME 2013 International Mechanical Engineering Congress & Exposition, San Diego, California, USA, IMECE2013-64144, pp. 63 (2013)
Kikuchi, T., Hamada, H., Nakai, A., Ohtani, A., Goto, A., Takai, Y., Endo, A., Narita, C., Koshino, T., Fudauchi, A.: Relationships between degree of skill, dimension stability and mechanical properties of composites structure in hand lay-up method. In: 19th International Conference on Composite Materials, Montreal, Canada, pp. 8034–8042 (2013)
Acknowledgements
Special thanks to KIT members.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2015 Springer International Publishing Switzerland
About this paper
Cite this paper
Kikuchi, T., Suzuki, E., Zhang, Y., Takai, Y., Goto, A., Hamada, H. (2015). Effects of Quantified Instructional Tool on Spray-up Fabrication Method. In: Duffy, V. (eds) Digital Human Modeling. Applications in Health, Safety, Ergonomics and Risk Management: Human Modeling. DHM 2015. Lecture Notes in Computer Science(), vol 9184. Springer, Cham. https://doi.org/10.1007/978-3-319-21073-5_11
Download citation
DOI: https://doi.org/10.1007/978-3-319-21073-5_11
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-319-21072-8
Online ISBN: 978-3-319-21073-5
eBook Packages: Computer ScienceComputer Science (R0)