
Abstract
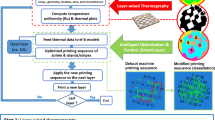
In context of laser powder bed fusion (L-PBF), it is known that the properties of the final fabricated product highly depend on the temperature distribution and its gradient over the manufacturing plate. In this paper, we propose a novel means to predict the temperature gradient distributions during the printing process by making use of neural networks. This is realized by employing heat maps produced by an optimized printing protocol simulation and used for training a specifically tailored recurrent neural network in terms of a long short-term memory architecture. The aim of this is to avoid extreme and inhomogeneous temperature distribution that may occur across the plate in the course of the printing process. In order to train the neural network, we adopt a well-engineered simulation and unsupervised learning framework. To maintain a minimized average thermal gradient across the plate, a cost function is introduced as the core criteria, which is inspired and optimized by considering the well-known traveling salesman problem (TSP). As time evolves the unsupervised printing process governed by TSP produces a history of temperature heat maps that maintain minimized average thermal gradient. All in one, we propose an intelligent printing tool that provides control over the substantial printing process components for L-PBF, i.e. optimal nozzle trajectory deployment as well as online temperature prediction for controlling printing quality.
Access this chapter
Tax calculation will be finalised at checkout
Purchases are for personal use only
Similar content being viewed by others


References
Ali, M., Porter, D., Kömi, J., Eissa, M., Faramawy, H., Mattar, T.: Effect of cooling rate and composition on microstructure and mechanical properties of ultrahigh-strength steels. J. Iron. Steel Res. Int. 26, 1–16 (2019)
Abdelrahman, M., Reutzel, E., Nassar, A., Starr, T.: Flaw detection in powder bed fusion using optical imaging. Addit. Manuf. 15, 1–11 (2017)
Baturynska, I., Semeniuta, O., Martinsen, K.: Optimization of process parameters for powder bed fusion additive manufacturing by combination of machine learning and finite element method: A conceptual framework. Procedia Cirp. 67, 227–232 (2018)
Flood, M.: The Traveling-Salesman Problem. Oper. Res. 4, 61–75 (1956)
Fish, J., Belytschko, T.: A first course in finite elements. Wiley (2007)
Großwendt, F., et al.: Additive manufacturing of a carbon-martensitic hot-work tool steel using a powder mixture - Microstructure, post-processing, mechanical properties. Mater. Sci. Eng. A. 827, 142038 (2021)
Lewis, H.: A guide to the theory of NP-completeness. J. Symbolic Logic. 48, 498–500 (1983)
Hochreiter, S., Schmidhuber, J.: Long short-term memory. Neural Comput. 9, 1735–1780 (1997)
Kingma, D., Ba, J.: Adam: A method for stochastic optimization. ArXiv Preprint ArXiv:1412.6980 (2014)
Kanko, J., Sibley, A., Fraser, J.: In situ morphology-based defect detection of selective laser melting through inline coherent imaging. J. Mater. Process. Technol. 231, 488–500 (2015)
Krauss, H., Zeugner, T., Zaeh, M.: Layerwise monitoring of the selective laser melting process by thermography. Phys. Procedia 56, 64–71 (2014)
Lecun, Y., Bengio, Y.: Convolutional Networks for Images, Speech and Time Series. In: The Handbook of Brain Theory and Neural Networks, pp. 255–258 (1995)
Mozaffar, M., et al.: Data-driven prediction of the high-dimensional thermal history in directed energy deposition processes via recurrent neural networks. Manufact. Lett. 18, 35–39 (2018)
The MathWorks, k-Means Clustering (2020)
The MathWorks, Partial Differential Equation Toolbox (2020)
Metropolis, N., Rosenbluth, A., Rosenbluth, M., Teller, A., Teller, E.: Equation of State Calculations by Fast Computing Machines. J. Chem. Phys. 21, 1087 (1953)
Taruttis, A., et al.: Laser additive manufacturing of hot work tool steel by means of a starting powder containing partly spherical pure elements and ferroalloys. Proc. CIRP 94, 46–51 (2020)
Schoinochoritis, B., Chantzis, D., Salonitis, K.: Simulation of metallic powder bed additive manufacturing processes with the finite element method: A critical review. Proc. Inst. Mech. Eng. Part B: J. Eng. Manuf. 231, 96–117 (2017)
Scime, L., Beuth, J.: Anomaly detection and classification in a laser powder bed additive manufacturing process using a trained computer vision algorithm. Addit. Manuf. 19, 114–126 (2018)
Scime, L., Beuth, J.: A multi-scale convolutional neural network for autonomous anomaly detection and classification in a laser powder bed fusion additive manufacturing process. Addit. Manuf. 24, 273–286 (2018)
Song, X., et al.: Advances in additive manufacturing process simulation: Residual stresses and distortion predictions in complex metallic components. Mater. Des. 193, 108779 (2020)
Srivastava, N., Hinton, G., Krizhevsky, A., Sutskever, I., Salakhutdinov, R.: Dropout: a simple way to prevent neural networks from overfitting. J. Mach. Learn. Res. 15, 1929–1958 (2014)
Tian, P., Ma, J., Zhang, D.: Application of the simulated annealing algorithm to the combinatorial optimisation problem with permutation property: An investigation of generation mechanism. Eur. J. Oper. Res. 118, 81–94 (1999)
Zhang, Y., Chou, Y.: Three-dimensional finite element analysis simulations of the fused deposition modelling process. Proc. Inst. Mech. Eng. Part B: J. Eng. Manuf. 220, 1663–1671 (2006)
Zhang, Y., Chou, K.: A parametric study of part distortions in fused deposition modelling using three-dimensional finite element analysis. Proc. Inst. Mech. Eng. Part B: J. Eng. Manuf. 222, 959–968 (2008)
Acknowledgments
The current work was supported by the European Regional Development Fund, EFRE 85037495.
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2023 The Author(s), under exclusive license to Springer Nature Switzerland AG
About this paper

Cite this paper
Yarahmadi, A.M., Breuß, M., Hartmann, C. (2023). Long Short-Term Memory Neural Network for Temperature Prediction in Laser Powder Bed Additive Manufacturing. In: Arai, K. (eds) Intelligent Systems and Applications. IntelliSys 2022. Lecture Notes in Networks and Systems, vol 544. Springer, Cham. https://doi.org/10.1007/978-3-031-16075-2_8
Download citation
DOI: https://doi.org/10.1007/978-3-031-16075-2_8
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-031-16074-5
Online ISBN: 978-3-031-16075-2
eBook Packages: Intelligent Technologies and RoboticsIntelligent Technologies and Robotics (R0)