
Abstract
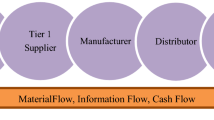
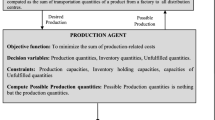
Supply chains are large-scale distribution networks in which multiple types of commodities are present. In this paper, the operations management in supply chains is posed as a tracking control problem. All inventory levels in the network should be kept as close as possible to the desired values over time. The supply chain state is disturbed due to client demand at the end nodes. A multi-agent control architecture to restore all inventory levels over the supply chain is proposed. First the model for the supply chain is broken down into smaller subsystems using a flow decomposition. The operations management for each subsystem will be decided upon by a dedicated control agent. The control agents solve their problems using a pull-flow perspective, starting at the end nodes and then propagating upstream. Adding new components to the supply chain will have as a consequence the inclusion of more control agents. The proposed architecture is easily scalable to large supply chains due to its modular feature. The multi-agent control architecture performance is illustrated using a supply chain composed of four levels (suppliers, consolidation, distribution, end nodes) using different levels of predictions about client demands. With the increase of prediction demand accuracy the proposed control architecture is able to keep the desired inventory level at the end nodes over time, which makes it suitable for use for just in time production strategies.
Access this chapter
Tax calculation will be finalised at checkout
Purchases are for personal use only
Preview
Unable to display preview. Download preview PDF.
Similar content being viewed by others

References
Ballou, R.H.: Business Logistics – Supply Chain Management: Planning, Organizing, and Controlling the Supply Chain. Prentice Hall (2004)
Nabais, J.L., Negenborn, R.R., Botto, M.A.: Hierarchical Model Predictive Control for Optimizing Intermodal Container Terminal Operations. Submitted to a Conference (2012)
Maciejowski, J.M.: Predictive Control with Constraints. Prentice Hall, Harlow (2002)
Maestre, J.M., Muñoz de la Pena, D., Camacho, E.F.: Distributed MPC: A supply chain case. In: 48th IEEE Conference on Decision and Control and 28th Chinese Control Conference, Shanghai, China, pp. 7099–7104 (December 2009)
Geyer, T., Larsson, M., Morari, M.: Hybrid emergency voltage control in power systems. In: Proceedings of the European Control Conference, Cambridge, UK, paper 322 (2003)
Negenborn, R.R., Van Overloop, P.J., Keviczky, T., De Schutter, B.: Distributed model predictive control of irrigation canals. Networks and Heterogeneous Media 4, 359–380 (2009)
Hegyi, A., De Schutter, B., Hellendoorn, J.: Optimal coordination of variable speed limits to supress schock waves. IEEE Trans. Intelligent Transportation Systems 11(1), 102–112 (2005)
Ahuja, R.K., Magnanti, T.L., Orlin, J.B.: Network Flows. Prentice Hall, New Jersey (1993)
Sezer, M.E., Šiljak, D.D.: Decentralized Control. In: Levine, W.S. (ed.) The Control Handbook, pp. 779–793. CRC Press (1996)
Negenborn, R.R., Sahin, A., Lukszo, Z., De Schutter, B., Morari, M.: A non-iterative cascaded predictive control approach for control of irrigation canals. In: Proc. IEEE Int. Conf. on Systems, Man, and Cybernetics, San Antonio, Texas, pp. 3652–3657 (October 2009)
Kvasnica, M., Grieder, P., Baotić, M.: Multi-parametric toolbox, MPT (2004), http://control.ee.ethz.ch/~mpt/
Author information
Authors and Affiliations
Editor information
Editors and Affiliations
Rights and permissions
Copyright information
© 2013 Springer-Verlag Berlin Heidelberg
About this paper
Cite this paper
Nabais, J.L., Negenborn, R.R., Benítez, R.B.C., Mendonça, L.F., Lourenço, J., Botto, M.A. (2013). A Multi-agent Control Architecture for Supply Chains Using a Predictive Pull-Flow Perspective. In: Corchado, J.M., et al. Highlights on Practical Applications of Agents and Multi-Agent Systems. PAAMS 2013. Communications in Computer and Information Science, vol 365. Springer, Berlin, Heidelberg. https://doi.org/10.1007/978-3-642-38061-7_10
Download citation
DOI: https://doi.org/10.1007/978-3-642-38061-7_10
Publisher Name: Springer, Berlin, Heidelberg
Print ISBN: 978-3-642-38060-0
Online ISBN: 978-3-642-38061-7
eBook Packages: Computer ScienceComputer Science (R0)